راهکاری برای خشنکاری در شیار زنی با ماشین تراش
از آنجا که شیار زنی با ماشین تراش به دلیل هزینه بالا ابزار و نیروی زیاد ماشینکاری نیاز است. به معرفی یکی از راهکارهای بهینه سازی این فرایند میپردازیم.
مقدمه
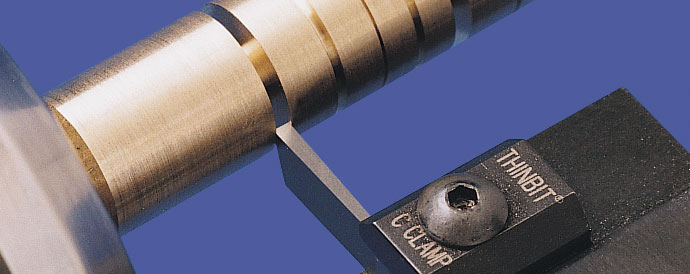
شما در حال بحث در مورد جنبه خاصی از ماشینکاری CNC هستید. که شامل بهینه سازی فرآیند تراشکاری شیار خارجی در طول عملیات خشن است. برای شروع، تراشکاری شیار خارجی به فرآیند برش یک شیار یا کانال در سطح خارجی قطعه کار اشاره دارد. عملیات خشن کردن معمولاً اولین مرحله در ماشینکاری است. که در آن مواد با سرعت بیشتری حذف میشوند. تا شکل کلی قسمت نهایی ایجاد شود.
برای بهینه سازی تراشکاری شیار خارجی در حین عملیات خشن کردن، عوامل زیر را در نظر بگیرید:
1. انتخاب ابزار: ابزار برش مناسب را با هندسه، زاویه ورود و طول لبه برش درست انتخاب کنید. تا مواد را به طور موثر حذف کنید و شکل شیار مورد نظر را ایجاد کنید.
2. سرعت برش و نرخ تغذیه: بهینه سازی سرعت برش و نرخ تغذیه بر اساس خواص مواد و مشخصات ابزار برای رسیدن به سطح مورد نظر و به حداقل رساندن سایش ابزار نیاز است.
3. عمق برش: عمق بهینه برش را برای اطمینان از حذف کارآمد مواد با توجه به نقشه قطعه کار و آماده سازی لبه برشی ابزار و دقت قطعه تعیین کنید.
4. مسیر ابزار: مسیر ابزار را برنامه ریزی کنید. تا تعداد پاس های مورد نیاز برای ایجاد شیار را به حداقل برسانید. و زمان کلی ماشینکاری را کاهش دهید و سطح را بهبود بخشید.
5. خنک کننده و روانکاری: از مایع خنک کننده و روانکاری برای کاهش تجمع گرما، بهبود عمر ابزار و بهبود سطح شیار استفاده کنید.
6. تنظیم و دقت دستگاه: از تنظیم صحیح دستگاه، از جمله بستن و تراز قطعه کار، برای به حداقل رساندن خطاها و بهبود کیفیت شیار اطمینان حاصل کنید.
7. نظارت و تنظیم: فرآیند ماشینکاری را به طور مداوم زیر نظر داشته باشید. و تنظیمات لازم را در تنظیمات ابزار، پارامترهای برش یا موقعیت قطعه کار انجام دهید، تا عملکرد بهینه را حفظ کرده و به شکل شیار مورد نظر برسید.
با در نظر گرفتن این عوامل و همکاری نزدیک با تیم ماشینکاری CNC ما در زیگ تولز، میتوانید فرآیند تراشکاری شیار خارجی را در حین عملیات خشن بهینه کنید و در نتیجه راندمان بهتر، کاهش زمان ماشینکاری و کیفیت قطعه بهتر را به همراه داشته باشید.