انواع سوراخها در قطعه کارهای ماشینکاری
ماشینکاری سوراخ روی قطعات کار یک فرآیند رایج در صنایع تولیدی است.
معرفی
ماشینکاری سوراخ روی قطعات کار یک فرآیند رایج در صنایع تولیدی است. سوراخها به دلایل مختلفی مانند اتصال قطعات به یکدیگر، دسترسی به اجزای داخلی یا برای اهداف زیبایی شناسی مورد نیاز هستند. انواع مختلفی از سوراخها وجود دارد. که میتوان آنها را روی قطعه کار ماشین کاری کرد. که هر کدام به فرآیند ماشینکاری خاصی نیاز دارند. در این مقاله، انواع آنها و فرآیندهای مربوط به ماشینکاری هر نوع را مورد بحث قرار خواهیم داد.
انواع سوراخها
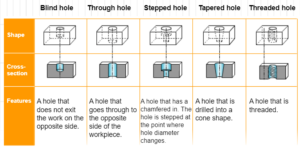
سوراخهای راه به در
سوراخهای راه به در حفرههایی هستند. که به طور کامل از قطعه کار عبور میکنند. آنها اغلب برای اتصال قطعات به یکدیگر یا برای دسترسی به اجزای داخلی استفاده میشوند. سوراخهای راه به در معمولاً با استفاده از فرآیندهای سوراخکاری، داخل تراشی یا فرزکاری ماشینکاری میشوند. حفاری رایج ترین روش برای ماشینکاری از طریق سوراخ است. یک مته برای حذف مواد از قطعه کار استفاده میشود و سوراخی به قطر دلخواه ایجاد میکند. داخل تراشی روش دیگری است. که میتواند برای ماشینکاری از سوراخها، به ویژه برای قطرهای بزرگتر استفاده شود. در این فرآیند، از یک ابزار داخل ترش برای بزرگ کردن سوراخ موجود به اندازه دلخواه استفاده میشود. همچنین میتوان از فرز برای ایجاد سوراخها، به ویژه برای سوراخهایی با اشکال یا مکانهای نامنظم استفاده کرد.
سوراخهای کور
سوراخهای کور سوراخهایی هستند که به طور کامل از قطعه کار عبور نمیکنند. این سوراخها اغلب برای قلاویز کاری یا برای ایجاد پاکتهایی برای قرار دادن اجزا استفاده میشود. سوراخهای کور معمولاً با استفاده از فرآیندهای حفاری، پخ زنی یا برقوکاری ماشینکاری میشوند. مته کاری رایج ترین روش برای ماشینکاری سوراخهای کور است. برای حذف مواد از قطعه کار تا رسیدن به عمق مورد نظر از مته استفاده میشود. متقابل روش دیگری است که میتواند برای ماشینکاری آنها بخصوص برای ایجاد لبههای پخ در بالای سوراخ استفاده شود. برقوکاری همچنین برای ماشینکاری آنها، به ویژه برای دستیابی به دقت بالا و پرداخت سطح استفاده میشود.
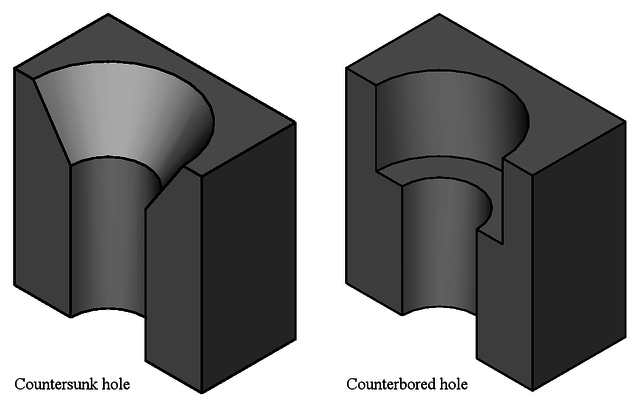
کانتربور
سوراخهای متحرک که در بالا بزرگتر میشوند تا سر بست با قطر بزرگتر را در خود جای دهند. سوراخهای متحرک معمولاً با استفاده از فرآیندهای مته زنی یا فرزکاری ماشینکاری میشوند. حفاری رایج ترین روش برای ماشینکاری کانتربورها است. ابتدا از مته برای ایجاد یک سوراخ عبوری استفاده میشود و سپس از مته بزرگتر برای ایجاد سوراخ مته در بالای سوراخ استفاده میشود. همچنین میتوان از فرز برای ایجاد سوراخهای متقابل، به ویژه برای سوراخهایی با اشکال یا مکانهای نامنظم استفاده کرد.
پخزن یا کانتر سینک
کانترسینکها که در قسمت بالایی بزرگتر میشوند تا یک بست مخروطی یا سر صاف را در خود جای دهند. کانترسینکها معمولاً با استفاده از فرآیندهای حفاری یا کانترسینک ماشینکاری میشوند. مته کاری رایج ترین روش برای ماشینکاری کانتر سینک است. ابتدا از مته برای ایجاد یک سوراخ استفاده میشود و سپس از یک ابزار سینک برای بزرگ کردن قسمت بالای سوراخ تا زاویه مورد نظر استفاده میشود. متقابل روش دیگری است. که میتواند برای ماشینکاری کانتر سینکها به ویژه برای ایجاد زوایای دقیق و ثابت استفاده شود.
سوراخهای مخروطی
سوراخهای مخروطی که قطر آنها از یک سر به سر دیگر تغییر تدریجی دارد. آنها اغلب برای اتصال اجزا به یکدیگر با یک مهر و موم محکم یا برای ایجاد یک الگوی جریان خاص استفاده میشود. سوراخهای مخروطی معمولاً با استفاده از فرآیندهای تراشکاری، حفاری یا فرزکاری ماشینکاری میشوند. برقوزنی رایج ترین روش برای ماشینکاری آنها است. برای بزرگ کردن یک سوراخ موجود تا زاویه مخروطی مورد نظر از ابزار برقو مخروطی استفاده میشود. حفاری همچنین میتواند برای ماشینکاری، به ویژه برای قطرهای بزرگتر یا طولهای بیشتر استفاده شود. همچنین میتوان از فرز برای ایجاد سوراخهای مخروطی، به ویژه برای آنهایی که با اشکال یا مکانهای نامنظم استفاده کرد.
سوراخ کلید
سوراخهای کلید که در یک انتها یک شکاف باریک و در انتهای دیگر حفره بزرگتری دارند. آنها اغلب برای نصب قطعات یا ایجاد مکانیزم قفل استفاده میشود. کلیدها معمولاً با استفاده از فرآیندهای فرز یا سیم EDM ماشینکاری میشوند. فرزکاری رایج ترین روش برای ماشینکاری کلید است. از فرز برای ایجاد شکاف در یک انتها و حفره در انتهای دیگر استفاده میشود. سیم EDM همچنین میتواند برای ماشینکاری سوراخ کلید، به ویژه برای ایجاد اشکال دقیق و پیچیده استفاده شود.
فرآیندهای ماشینکاری
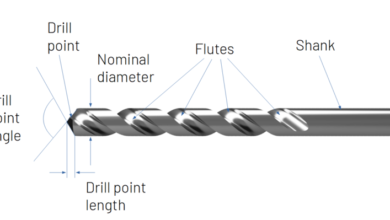
مته زنی
مته زنی رایج ترین روش برای ماشینکاری سوراخ روی قطعات کار است. یک مته برای حذف مواد از قطعه کار استفاده میشود و سوراخی به قطر دلخواه ایجاد میکند. انواع مختلفی از فرآیندهای حفاری وجود دارد. که میتوان از آنها استفاده کرد. مانند سوراخکاری با مته، گاندریل و پیک. مته رایج ترین روش است که در آن از مته برای حذف مواد در یک حرکت چرخشی استفاده میشود. گاندریل برای سوراخهای عمیق و دقیق استفاده میشود. که در آن از ابزار بلند و باریک برای حذف مواد استفاده میشود. سوراخکاری پیک برای حذف مواد در مراحل کوچک برای جلوگیری از تجمع برادهها و بهبود دقت استفاده میشود.
داخل تراش
فرآیندی است که برای بزرگ کردن یک سوراخ موجود به قطر مورد نظر استفاده میشود. ابزارهایی، مانند داخل تراشها برای حذف مواد از قطعه کار استفاده میشوند. معمولاً برای سوراخهای با قطر بزرگتر یا برای دستیابی به دقت بالا و پرداخت سطح استفاده میشود. انواع مختلفی از فرآیندهای داخلتراشی وجود دارد که میتوان از آنها استفاده کرد.
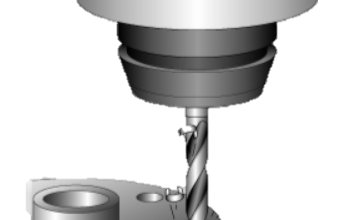
فرزها
فرزکاری یک فرآیند همه کاره است. که میتواند برای ماشینکاری انواع سوراخها روی قطعات کار استفاده شود. فرز برش برای حذف مواد از قطعه کار استفاده میشود و سوراخهایی با شکلها و اندازههای دقیق ایجاد میکند. انواع مختلفی از فرآیندهای فرزکاری وجود دارد که میتوان از آنها استفاده کرد، مانند فرز اینسرتخور، فرز یکپارچه و…
سنگ زنی
سنگ زنی فرآیندی است که برای ماشینکاری سوراخها روی قطعات کار با دقت بالا و پرداخت سطحی استفاده میشود. چرخ سنگ زنی برای حذف مواد از قطعه کار استفاده میشود و سوراخهایی با اشکال و ابعاد دقیق ایجاد میکند. انواع مختلفی از فرآیندهای سنگزنی وجود دارد که میتوان از آنها استفاده کرد، مانند سنگ زنی استوانه ای، سنگ زنی داخلی و بدون مرکز. سنگ زنی استوانه ای برای ایجاد اشکال استوانه ای روی قطعه کار استفاده میشود. که در آن از چرخ سنگ زنی استوانه ای برای حذف مواد استفاده میشود. سنگ زنی داخلی برای ایجاد سوراخ در داخل قطعه کار استفاده میشود. که در آن از چرخ سنگ زنی داخلی برای حذف مواد استفاده میشود. سنگ زنی بدون مرکز برای ایجاد حفرههایی با قطر دقیق و پرداخت سطحی استفاده میشود که در آن از چرخ سنگ زنی بدون مرکز برای حذف مواد استفاده میشود.
نتیجه
ماشینکاری سوراخ روی قطعات کار یک فرآیند رایج در صنایع تولیدی است. انواع مختلفی از حفرهها وجود دارد که میتوان روی قطعه کار ماشین کاری کرد، مانند سوراخهای ته بسته یا کور، راه به در، کانترسینکها، مخروطی و کلید. هر نوع سوراخ به فرآیند ماشینکاری خاصی مانند حفاری، مته زنی، فرز یا سنگ زنی نیاز دارد. درک انواع مختلف آنها و فرآیندهای مربوط به ماشینکاری هر نوع برای دستیابی به دقت و کیفیت بالا در عملیات تولید ضروری است.