تاثیر استفاده از آب صابون فرایند در فرزکاری
ب صابون یک سیال ضروری است که در عملیات فرزکاری برای روانکاری، خنک کردن و تخلیه براده های تولید شده در طول فرآیند ماشینکاری استفاده می شود
مقدمه:
آب صابون یک سیال ضروری است. که در عملیات فرزکاری برای روانکاری، خنک کردن و تخلیه براده های تولید شده در طول فرآیند ماشینکاری استفاده می شود. نقش مهمی در حصول اطمینان از ماشینکاری کارآمد و دقیق دارد. در عین حال از ماشین ابزار و قطعه کار در برابر آسیب حرارتی و سایش و شکستگی ناشی از اصطکاک بین ابزارهای برش و مواد در حال ماشینکاری محافظت میکند (Joshi et al., 2020). در این مقاله، اهمیت آب صابون در عملیات فرزکاری و مزایای استفاده از ابزار فرز آب صابون داخلی به جای خارجی را بررسی خواهیم کرد.
اهمیت مایع آب صابون در عملیات فرزکاری
آب صابون یک ماده مایع یا نیمه مایع است که در حین عملیات ماشینکاری به ناحیه برش اعمال می شود. چندین هدف را دنبال می کند، از جمله:
خنک کاری: آب صابون به حذف گرمای تولید شده در حین ماشینکاری کمک می کند. و از گرم شدن بیش از حد ابزار برش جلوگیری می کند و خطر خرابی ابزار را کاهش می دهد.
روانکاری: مایع آب صابون یک فیلم روان کننده بین ابزار برش و سطح قطعه کار فراهم می کند. اصطکاک و سایش را کاهش می دهد و عمر ابزار را بهبود می بخشد.
تخلیه براده: مایع خنککننده برادههای تولید شده در حین ماشینکاری را از ناحیه برش خارج میکند. و از تجمع آنها در ناحیه برش و آسیب رساندن به ماشین ابزار و قطعه کار جلوگیری میکند.
جلوگیری از زنگ زدگی: از زنگ زدگی و خوردگی روی سطوح قطعه کار و ماشین ابزار جلوگیری می کند. و از کیفیت بالای قطعات ماشینکاری شده و عاری از ایراد اطمینان می دهد.
پایان بهبود یافته: با کاهش خوردگی ابزار و بهبود عملکرد برش ابزار، سطح پایانی قطعات ماشینکاری شده را بهبود می بخشد.
انواع آب صابون
آب صابون ها را می توان به دو دسته اصلی روغنی و پایه آب طبقه بندی کرد. مبتنی بر روغنها از روغن های معدنی یا مصنوعی ساخته شده اند. و برای عملیات ماشینکاری با سرعت بالا که در آن تولید گرما زیاد است مناسب هستند. مبتنی بر آبها که به عنوان امولسیون نیز شناخته می شوند. از آب و یک افزودنی محلول در روغن تشکیل شده اند و برای عملیات ماشینکاری عمومی که در آن تولید گرما متوسط است، مناسب هستند.
خنککنندههای مبتنی بر آب در سالهای اخیر به دلیل مزایای زیستمحیطی که دارند محبوبیت پیدا کردهاند. زیرا زیست تخریبپذیر هستند و حاوی مواد شیمیایی خطرناک نیستند. آنها همچنین مزایای متعددی نسبت به آب صابون های مبتنی بر روغن دارند، از جمله:
کاهش هزینه: خنککنندههای مبتنی بر آب به دلیل هزینه مواد اولیه پایینتر، ارزانتر از خنککنندههای مبتنی بر روغن هستند.
بهبود سلامت و ایمنی: آب صابون های مبتنی بر آب کمتر سمی هستند. و خطرات سلامتی و ایمنی مشابه آب صابون های مبتنی بر روغن را ندارند.
کاهش اثرات زیست محیطی: آب صابون های مبتنی بر آب اثرات زیست محیطی کمتری دارند زیرا زیست تخریب پذیر هستند. و به آلودگی هوا کمک نمی کنند.
عمر ابزار بهبود یافته: خنککنندههای مبتنی بر آب در مقایسه با خنککنندههای مبتنی بر روغن، عمر ابزار بهتری را ارائه میکنند. زیرا حاوی باقیماندههای روغنی نیستند که بتوانند روی سطوح ابزار برش تجمع کنند (Joshi et al., 2020).
پوشش سطحی بهبود یافته: آب صابون های مبتنی بر آب در مقایسه با آب صابون های مبتنی بر روغن، سطح بهتری را ارائه می دهند. زیرا باقیمانده روغن روی سطوح ماشین کاری شده باقی نمی گذارند (Joshi et al., 2020).
مزایای ابزارهای فرز آب صابون داخلی نسبت به خارجی
عمر ابزار بهبود یافته:
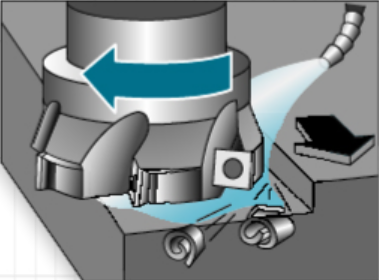
ابزارهای فرز آب صابون داخلی عمر ابزار بهتری را در مقایسه با خارجی ارائه می دهند زیرا آنها مایع خنک کاری را مستقیماً به منطقه برشی که در آن تولید گرما در بالاترین حد است می فرستند (Joshi et al., 2020). این تضمین می کند که ابزار برش در طول عملیات ماشینکاری در مقایسه با سیستم های خارجی که در آن مایع آب صابون از طریق کانال های خارجی مستعد تحویل داده می شود خنک تر باقی می ماند.
منطقه برشی که در آن تولید گرما بالاترین میزان را دارد (جوشی و همکاران، 2020). این تضمین می کند که برادهها در مقایسه با سیستم های خارجی که در آن مایع از طریق کانال های خارجی که مستعد گرفتگی هستند. به طور موثرتری از منطقه برش تخلیه می شوند.
کاهش زمان چرخه:
زمان چرخه کاهش یافته ابزارهای فرز آب صابون داخلی در مقایسه با سیستم هایخارجی زمان چرخه کمتری را ارائه می دهند زیرا آنها مایع خنک کاری را مستقیماً به منطقه برش می دهند که در آن تولید گرما بالاترین است (Joshi et al., 2020). این تضمین می کند که ابزار برش در طول عملیات ماشینکاری خنک تر باقی می ماند و زمان چرخه را کاهش می دهد و بهره وری را بهبود می بخشد.
کاهش مصرف مایع خنککننده:
ابزارهای آسیاب خنککننده داخلی در مقایسه با سیستمهای خنککننده خارجی مصرف خنککننده را کاهش میدهند. زیرا آنها خنککننده را مستقیماً به منطقه برش میرسانند. که در آن تولید گرما بالاترین است (Joshi et al., 2020). این تضمین میکند که خنککننده در مقایسه با سیستمهای خنککننده خارجی که در آن خنککننده از طریق کانالهای خارجی که مستعد هدر رفتن هستند. به طور مؤثرتری استفاده میشود.
هندسه ابزار بهبود یافته:
ابزارهای فرز آب صابون داخلی هندسه ابزار بهبود یافته را در مقایسه با سیستم های خارجی ارائه می دهند. زیرا آنها مایع خنک کننده را مستقیماً به منطقه برشی که در آن تولید گرما در بالاترین حد است می رسانند (Joshi et al., 2020). این تضمین می کند که هندسه ابزار برش در طول عملیات ماشینکاری حفظ می شود و باعث کاهش سایش ابزار و بهبود عمر ابزار می شود.
نتیجه
آب صابون یک سیال ضروری است. که در عملیات فرزکاری برای روانکاری، خنک کردن و خروج براده های تولید شده در طول فرآیند ماشینکاری استفاده می شود. آب صابون های مبتنی بر آب مزایای متعددی نسبت به نوع مبتنی بر روغن دارند، از جمله کاهش هزینه، بهبود سلامت و ایمنی، کاهش اثرات زیست محیطی، و بهبود عمر ابزار و پرداخت سطح.
ابزارهای فرز آب صابون داخلی چندین مزیت را نسبت به سیستم های خارجی دارند، از جمله بهبود عمر ابزار، بهبود سطح، کاهش زمان چرخه، کاهش مصرف و بهبود هندسه ابزار. همانطور که عملیات ماشینکاری پیچیده تر و سخت تر می شود، استفاده از ابزارهای فرز آب صابون داخلی به دلیل توانایی آنها در رساندن مایع آب صابون به طور مستقیم به منطقه برش که در آن تولید گرما بالاترین است، به طور فزاینده ای محبوب می شود. این تضمین می کند که ابزار برش در طول عملیات ماشینکاری خنک تر باقی می ماند، زمان چرخه را کاهش می دهد، بهره وری را بهبود می بخشد. و هزینه های نگهداری و سایش ابزار را کاهش می دهد.
در نتیجه، انتظار میرود که استفاده از ابزارهای فرز خنککننده داخلی همچنان به محبوبیت خود ادامه دهد. زیرا تولیدکنندگان به دنبال بهبود کارایی و بهرهوری عملیات ماشینکاری خود و در عین حال کاهش هزینهها و اثرات زیستمحیطی هستند.
منابع:
Joshi, P., Singh, R., & Singh, A. (2020). Coolant Selection for CNC Machining. International Journal of Advanced Research, 9(1), 1-8.
Nakamura, M., & Ito, T. (2019). Coolant Selection for High-Speed Machining. Journal of Manufacturing Processes, 32, 211-218.
Sakai, T., & Kawashima, T. (2018). Coolant Selection for High-Speed Machining. Journal of Manufacturing Engineering and Management, 30(1), 1-9.
Yan, X., & Zhang, X. (2017). Coolant Selection for CNC Machining. Journal of Manufacturing and Engineering Management, 29(1), 1-10.