بررسی تاثیر نیرو در عملیات سوراخکاری و عوامل موثر بر آن
نیروی عملیات سوراخکاری عامل مهمیاست. که کارایی و اثربخشی فرآیند سوراخکاری را تعیین میکند.
معرفی:
فلزکاری یکی از جنبههای کلیدی فرآیندهای تولید در بسیاری از صنایع است. خواه در بخش خودرو، هوافضا، الکترونیک یا ساخت و ساز باشد، فلزکاری نقش مهمیدر شکل دادن مواد خام به محصولات نهایی دارد. در فلزکاری، سوراخکاری یکی از متداول ترین عملیاتی است که برای ایجاد سوراخ در قطعات فلزی انجام میشود. نیرو در عملیات سوراخکاری عامل مهمیاست. که کارایی و اثربخشی فرآیند سوراخکاری را تعیین میکند.
عملیات سوراخکاری:
سوراخکاری یک فرآیند ماشینکاری است که شامل ایجاد سوراخ در یک قطعه کار فلزی با استفاده از ابزار برش دوار معروف به مته است. مته معمولاً از فولاد پرسرعت، فولاد کبالت یا کاربید ساخته میشود و بسته به نیازهای خاص عملیات سوراخکاری در اندازهها و اشکال مختلف تولید میشود. فرآیند سوراخکاری معمولاً بر روی دستگاه سوراخکاری انجام میشود که پشتیبانی و پایداری لازم را برای قطعه کار و مته فراهم میکند.
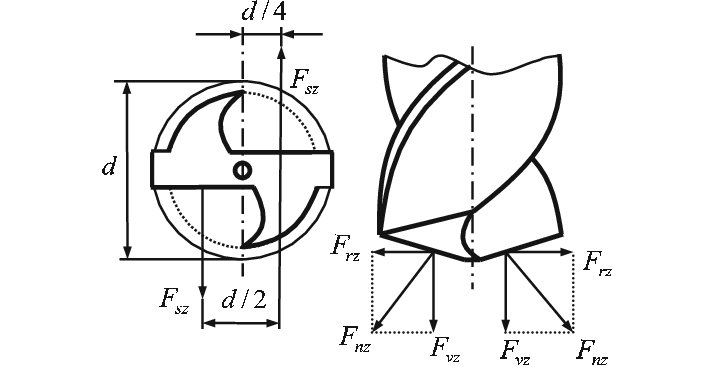
نیرو در عملیات سوراخکاری به نیروهایی اطلاق میشود که در طول فرآیند سوراخکاری به قطعه کار و مته وارد میشود. این نیروها شامل نیروهای برش، نیروهای تغذیه و نیروهای رانش است. نیروهای برشی زمانی ایجاد میشوند که مته بر روی مواد قطعه کار برش میدهد، نیروهای تغذیه برای حرکت مته در داخل مواد اعمال میشوند و رانشی برای نگه داشتن مته در تماس با قطعه کار و جلوگیری از حرکت محوری آن مورد نیاز است.
نیروهای درگیر در عملیات سوراخکاری را میتوان به طور کلی به نیروهای اولیه و نیروهای ثانویه دسته بندی کرد. اولیه شامل نیروهای برش، نیروهای تغذیه و نیروهای رانش است، در حالی که نیروهای ثانویه شامل نیروهای اصطکاکی، نیروهای اینرسی و نیروهای ارتعاشی هستند. این نیروها نقش بسزایی در تعیین کیفیت سوراخ سوراخکاری شده و راندمان کلی فرآیند سوراخکاری دارند.
عوامل مؤثر:
عوامل متعددی میتواند بر نیروی عملیات سوراخکاری در فلزکاری تأثیر بگذارد. این عوامل شامل خواص مواد قطعه کار، هندسه مته، سرعت برش، نرخ تغذیه، عمق برش، مایع خنک کننده مورد استفاده و سختی دستگاه سوراخکاری میباشد. درک این عوامل و تأثیر آنها بر نیروی عملیات سوراخکاری برای بهینه سازی فرآیند سوراخکاری و دستیابی به کیفیت سوراخ مورد نظر بسیار مهم است.
خواص مواد:
خواص مواد قطعه کار مانند سختی، چقرمگی و شکل پذیری میتواند به طور قابل توجهی بر نیروی عملیات سوراخکاری تأثیر بگذارد. مواد سختتر به نیروهای برش بیشتری نیاز دارند، در حالی که مواد نرمتر ممکن است منجر به نیروهای برش کمتر شوند. علاوه بر این، وجود ناخالصیها، آخالها یا مرزهای دانه در مواد نیز میتواند بر نیروی عملیات سوراخکاری تأثیر بگذارد.
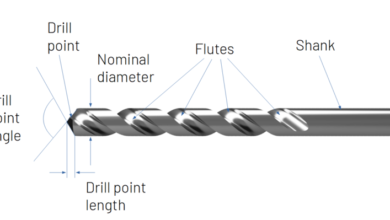
هندسه مته:
هندسه مته شامل زاویه نقطه، زاویه مارپیچ و تعداد فلوتها نقش مهمیدر تعیین نیروهای برش در حین سوراخ کاری دارد. یک مته تیزتر با زاویه نقطه کوچکتر در مقایسه با مته کسل کننده با زاویه نقطه بزرگتر به نیروی برش کمتری نیاز دارد.
سرعت برش:
سرعت برش یا سرعت چرخش مته، بر نیروهای برش در حین سوراخکاری تأثیر میگذارد. این پارامتر بیشتر منجر به نیروهای برش بیشتر میشود و بالعکس. بهینه سازی آن بر اساس خواص مواد و کیفیت سوراخ مورد نظر ضروری است.
نرخ تغذیه:
نرخ تغذیه یا سرعت حرکت مته در مواد نیز بر نیروهای برش در حین سوراخکاری تأثیر میگذارد. که هرچه بالاتر منجر به نیروهای برشی بیشتر میشود، در حالی که میزان کمتر ممکن است منجر به نیروهای برشی کمتر شود. برای به حداکثر رساندن راندمان فرآیند سوراخکاری، تعادل نرخ تغذیه با سرعت برش ضروری است.
عمق برش:
عمق برش یا ضخامت ماده ای که با هر چرخش مته برداشته میشود، بر نیروهای برش در حین سوراخ کاری تاثیر میگذارد. که هرچه عمیق تر به نیروهای برش بیشتری نیاز دارد، در حالی که هرچه کمتر باشد ممکن است. منجر به نیروهای برش کمتر شود. بهینه سازی عمق برش بر اساس خواص مواد و کیفیت سوراخ مورد نظر بسیار مهم است.
خنک کننده:
استفاده از خنک کننده در حین سوراخکاری میتواند به طور قابل توجهی بر نیروی عملیات سوراخکاری تأثیر بگذارد. خنک کنندهها به دفع گرمای تولید شده در حین سوراخکاری کمک میکنند، اصطکاک بین مته و قطعه کار را کاهش میدهند و لبههای برش مته را روغن کاری میکنند. انتخاب و کاربرد مناسب مایع خنک کننده میتواند نیروهای برش را کاهش دهد، تخلیه تراشه را بهبود بخشد و عمر ابزار را افزایش دهد.
صلبیت دستگاه سوراخکاری:
صلبیت ماشین سوراخکاری شامل اسپیندل، ستون و میز کار نیز بر نیروی عملیات سوراخکاری تأثیر میگذارد. یک ماشین صلب، پشتیبانی و پایداری بهتری را برای قطعه کار و مته فراهم میکند، که باعث کاهش لرزش، صدا و انحراف در حین سوراخکاری میشود. یک ماشین صلب تر ممکن است منجر به افزایش نیروهای برش، کیفیت پایین سوراخ و سایش ابزار شود.
اهمیت نیرو در عملیات سوراخکاری:
نیرو در عملیات سوراخکاری یک پارامتر حیاتی است که کارایی و اثربخشی فرآیند سوراخکاری در فلزکاری را تعیین میکند. درک و کنترل نیرو در عملیات سوراخکاری میتواند به بهبود کیفیت سوراخ، افزایش بهره وری، کاهش سایش ابزار و به حداقل رساندن زمان خرابی کمک کند. با بهینه سازی نیروهای برش، نیروهای تغذیه و نیروهای رانش درگیر در سوراخکاری، سازندگان میتوانند به سطح بهتر، دقت ابعادی و تراز سوراخ در قطعات فلزی خود دست یابند.
بهبود کیفیت سوراخ:
با کنترل نیرو در عملیات سوراخکاری، تولیدکنندگان میتوانند کیفیت سوراخ بهتری را در قطعات فلزی خود به دست آورند. انتخاب مناسب هندسه مته، سرعت برش، سرعت تغذیه و خنک کننده میتواند به کاهش فرورفتگی، لایه لایه شدن و زبری سطح در سوراخ حفر شده کمک کند. به حداقل رساندن نیروهای برشی همچنین میتواند از سخت شدن کار، اعوجاج و شکستن ابزار در حین سوراخ کاری جلوگیری کند.
افزایش بهره وری:
بهینه سازی نیرو در عملیات سوراخکاری میتواند به افزایش بهره وری در فلزکاری کمک کند. با کاهش نیروهای برش، تولیدکنندگان میتوانند به نرخ حذف مواد بالاتر، زمان چرخه کوتاه تر و مصرف انرژی کمتر دست پیدا کنند. این منجر به استفاده کارآمدتر از منابع، بهبود توان عملیاتی و بهره وری کلی بالاتر در فرآیند سوراخکاری میشود.
کاهش سایش ابزار:
نیروهای برش بیش از حد میتواند منجر به سایش سریع ابزار و خرابی زودرس ابزار در عملیات سوراخکاری شود. با کنترل نیروی عملیات سوراخکاری، سازندگان میتوانند عمر ابزار را افزایش دهند، هزینههای ابزار را کاهش دهند و نیاز به تعویض مکرر ابزار را به حداقل برسانند. انتخاب مناسب پارامترهای برش و خنک کننده میتواند به حفظ لبههای برش تیز، کاهش اصطکاک و افزایش عمر ابزار کمک کند.
به حداقل رساندن زمان از کار افتادگی:
توقف برنامه ریزی نشده به دلیل شکستن ابزار، آسیب قطعه کار، یا کیفیت پایین سوراخ میتواند تأثیر قابل توجهی بر عملیات تولید داشته باشد. با بهینه سازی نیروی عملیات سوراخکاری، سازندگان میتوانند خطر خرابی ابزار را به حداقل برسانند، از دوباره کاری جلوگیری کنند و از تاخیر در تولید جلوگیری کنند. این منجر به گردش کار روان تر، زمان کار بیشتر دستگاه و بهبود کارایی کلی در کار فلز میشود.
استراتژیهای بهینهسازی :
بهینه سازی نیروی عملیات سوراخکاری در فلزکاری نیازمند یک رویکرد سیستماتیک است که عوامل مختلفی مانند خواص مواد، هندسه مته، پارامترهای برش، انتخاب مایع خنک کننده و صلبیت ماشین را در نظر میگیرد. با پیروی از این استراتژیها، سازندگان میتوانند به کیفیت سوراخ بهتر، افزایش بهره وری، کاهش سایش ابزار و به حداقل رساندن زمان خرابی در عملیات سوراخکاری خود دست یابند.
انتخاب مناسب مته:
انتخاب مته مناسب با هندسه، مواد و پوشش مناسب برای بهینه سازی نیروی عملیات سوراخکاری ضروری است. یک مته تیز با زاویه راس، زاویه مارپیچ و تعداد فلوت مناسب میتواند نیروهای برش را کاهش دهد، تخلیه براده را بهبود بخشد و کیفیت سوراخ را افزایش دهد. علاوه بر این، انتخاب مته با پوشش مناسب میتواند به افزایش عمر ابزار، کاهش اصطکاک و بهبود جریان تراشه کمک کند.
بهینه سازی پارامترهای برش:
تنظیم پارامترهای برش مانند سرعت برش، سرعت تغذیه و عمق برش میتواند به کنترل نیروی عملیات سوراخکاری کمک کند. با بهینه سازی این پارامترها بر اساس خواص مواد، هندسه قطعه کار و اندازه سوراخ، تولیدکنندگان میتوانند به کیفیت سوراخ مورد نظر دست یابند، نیروهای برش را کاهش دهند و نرخ حذف مواد را افزایش دهند. برای جلوگیری از اضافه بار ابزار، زنگ زدن و اعوجاج قطعه کار، تعادل پارامترهای برش ضروری است.
کاربرد خنک کننده:
استفاده از خنک کننده مناسب و اعمال صحیح آن میتواند به طور قابل توجهی بر نیروی عملیات سوراخکاری تأثیر بگذارد. خنک کنندهها به کاهش گرما، روغن کاری لبههای برش و بهبود تخلیه تراشه در حین سوراخکاری کمک میکنند. انتخاب مناسب مایع خنک کننده بر اساس خواص مواد، پارامترهای برش و شرایط محیطی میتواند به کاهش نیروهای برش، جلوگیری از گرم شدن بیش از حد ابزار و افزایش عمر ابزار کمک کند. نظارت بر غلظت مایع خنک کننده، سرعت جریان و دما برای اطمینان از خنک کاری و روانکاری موثر در حین سوراخکاری بسیار مهم است.
افزایش صلبیت ماشین:
بهبود استحکام دستگاه سوراخکاری میتواند به کاهش لرزش، پچ پچ و انحراف در حین سوراخکاری کمک کند. با حفظ تراز، روانکاری و کالیبراسیون صحیح اجزای ماشین مانند دوک، ستون و میز کار، سازندگان میتوانند ثبات و دقت فرآیند سوراخکاری را افزایش دهند. افزایش سفتی دستگاه همچنین میتواند به کاهش نیروهای برش، بهبود سطح سوراخ و افزایش عمر ابزار کمک کند.
اجرای نظارت بر فرآیند:
نظارت و تجزیه و تحلیل نیروی عملیات سوراخکاری در زمان واقعی میتواند به سازندگان کمک کند تا مسائل را در حین سوراخکاری شناسایی و حل کنند. استفاده از سنسورها، سنجها و سیستمهای نظارتی برای اندازه گیری نیروهای برش، گشتاور، ارتعاش و دما میتواند دادههای ارزشمندی را برای بهینه سازی فرآیند ارائه دهد. با نظارت بر این پارامترها و تنظیم آستانه آلارم، سازندگان میتوانند سایش ابزار، آسیب قطعه کار یا شکستگی ابزار را تشخیص دهند.
نتیجه:
نیروی عملیات سوراخکاری عامل مهمی است که بر کارایی و اثربخشی فرآیند سوراخکاری در فلزکاری تأثیر می گذارد. با درک و کنترل نیروهای برش، نیروهای تغذیه، و نیروهای رانش درگیر در این فرایند، سازندگان می توانند به کیفیت سوراخ بهتر، افزایش بهره وری، کاهش سایش ابزار و به حداقل رساندن زمان خرابی دست یابند. بهینه سازی نیروی عملیات سوراخکاری نیاز به یک رویکرد سیستماتیک دارد که عوامل مختلفی مانند خواص مواد، هندسه مته، پارامترهای برش، انتخاب مایع خنک کننده و صلبیت ماشین را در نظر می گیرد. با پیروی از استراتژی هایی مانند انتخاب مناسب مته، بهینه سازی پارامترهای برش، استفاده از مایع خنک کننده، افزایش استحکام دستگاه و اجرای نظارت بر فرآیند، سازندگان می توانند عملکرد کلی و قابلیت اطمینان عملیات حفاری خود را بهبود بخشند. در نهایت، با بهینهسازی نیروی عملیات حفاری، تولیدکنندگان میتوانند رقابت خود را افزایش دهند، نیازهای مشتری را برآورده کنند و در صنعت فلزکاری به موفقیت بیشتری دست یابند.