پارامترهای ماشینکاری چیست؟
وفقیت فرآیند ماشینکاری به عوامل مختلفی از جمله انتخاب ابزار برش، تنظیمات دستگاه و انتخاب پارامترهای ماشینکاری مناسب بستگی دارد.
مقدمه
ماشینکاری فرآیندی حیاتی در تولید است که شامل حذف مواد از قطعه کار برای رسیدن به شکل و اندازه دلخواه است. این فرآیند شامل استفاده از ابزار، ماشین آلات و تکنیک های برش برای دستیابی به دقت بالا است. موفقیت فرآیند ماشینکاری به عوامل مختلفی از جمله انتخاب ابزار برش، تنظیمات دستگاه و انتخاب پارامترهای ماشینکاری مناسب بستگی دارد.
پارامترهای ماشینکاری مجموعه ای از مقادیر هستند که برای کنترل فرآیند ماشینکاری استفاده می شوند. آنها شامل عواملی مانند نرخ تغذیه، سرعت، عمق برش و زاویه ابزار هستند. انتخاب این پارامترها در دستیابی به عملکرد بهینه بسیار مهم است، زیرا می توانند به طور قابل توجهی بر کیفیت، کارایی و مقرون به صرفه بودن فرآیند ماشینکاری تأثیر بگذارند. در این مقاله به فرمول محاسبه پارامترهای ماشینکاری و اهمیت آنها در فرآیند ماشینکاری می پردازیم.
نرخ پیشروی (f)
نرخ پیشروی سرعتی است که ابزار برش نسبت به قطعه کار در طول فرآیند ماشینکاری حرکت می کند. بر حسب اینچ در دقیقه (ipm) یا میلی متر در دقیقه (mm/min) اندازه گیری می شود و با نماد f نشان داده می شود. فرمول محاسبه نرخ پیشروی به صورت زیر است:
f = (N x D) / 60
که در آن N تعداد دور ابزار برش در دقیقه (rpm) و D قطر قطعه کار بر حسب اینچ یا میلی متر است.
نرخ تغذیه یک پارامتر ضروری در فرآیند ماشینکاری است زیرا بر پرداخت سطح، عمر ابزار و نرخ حذف مواد (MRR) تأثیر می گذارد. نرخ تغذیه بالاتر منجر به MRR بالاتر میشود، اما ممکن است به دلیل افزایش سایش ابزار، کیفیت سطح پایین تر و عمر ابزار کوتاه تر شود. برعکس، نرخ تغذیه کمتر منجر به MRR کمتری میشود، اما ممکن است به دلیل کاهش سایش ابزار، کیفیت سطح بالاتر و طول عمر ابزار بیشتر شود.
سرعت برشی (vc):
سرعت برشی یکی از پارامترهای ماشینکاری است. که به سرعت برش مواد طول فرآیند ماشینکاری اشاره دارد. در میلیمتر بر دقیقه (mm/min) اندازه گیری میشود و با نماد Vc نشان داده می شود. فرمول محاسبه سرعت به صورت زیر است:
Vc = (C*n) / 1000
که در آن n تعداد دور ابزار برش در دقیقه (rpm) و C محیط ابزار برش بر حسب میلی متر است.
سرعت یک پارامتر حیاتی در فرآیند ماشینکاری است زیرا بر عمر ابزار، پرداخت سطح و MRR تأثیر می گذارد. سرعت بالاتر منجر به MRR بالاتر و عمر ابزار کمتر به دلیل افزایش سایش ابزار می شود، اما همچنین ممکن است به دلیل افزایش تولید گرما و انحراف ابزار منجر به کاهش کیفیت سطح پایین تر شود. برعکس، سرعت کمتر منجر به MRR کمتری میشود، اما ممکن است به دلیل کاهش تولید گرما و انحراف ابزار، کیفیت سطح بالاتری را به پایان برساند.
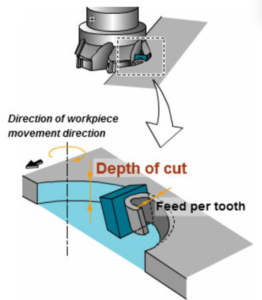
عمق برش (ap)
یکی دیگر از پارامترهای ماشینکاری عمق برشی است. عمق برش به میزان نفوذ ابزار برشی به سطح قطعه کار گفته میشود. بر حسب اینچ یا میلی متر اندازه گیری می شود و با نماد ap نشان داده میشود.
عمق برش یک پارامتر حیاتی در فرآیند ماشینکاری است زیرا بر MRR، عمر ابزار و پرداخت سطح تأثیر می گذارد. عمق برش بیشتر منجر به MRR بالاتر می شود، اما ممکن است به دلیل افزایش سایش ابزار و نیروهای برش بیشتر، عمر ابزار کوتاه تر شود. برعکس، عمق برش کمتر منجر به MRR کمتری میشود. اما ممکن است به دلیل کاهش سایش ابزار و نیروهای برش کمتر، عمر ابزار بیشتر شود.
زاویه ورود (α)
زاویه ورود به زاویه ای اطلاق می شود که لبه برش ابزار نسبت به قطعه کار جهت گیری می کند. بر حسب درجه اندازه گیری می شود. و با نماد α نشان داده می شود. فرمول محاسبه زاویه ابزار به صورت زیر است:
α = (angle)
که در آن α زاویه ای است که لبه برش ابزار نسبت به قطعه کار جهت گیری می کند.
زاویه ابزار یک پارامتر حیاتی در فرآیند ماشینکاری است زیرا بر نیروهای برش، سایش ابزار و پرداخت سطح تأثیر می گذارد. زاویه ابزار بیشتر منجر به نیروهای برش کمتر و کاهش سایش ابزار می شود. اما ممکن است به دلیل افزایش انحراف ابزار، کیفیت سطح پایین تری را نیز بههمراه داشته باشد. برعکس، زاویه ابزار کمتر منجر به نیروهای برش بیشتر و افزایش سایش ابزار می شود، اما ممکن است به دلیل کاهش انحراف ابزار، کیفیت سطح بالاتری نیز داشته باشد.
ضخامت براده (h)
از پارامترهای ماشینکاری دیگر ضخامت براده به ضخامت براده تولید شده در طول فرآیند ماشینکاری اشاره دارد. بر حسب اینچ یا میلی متر اندازه گیری می شود و با نماد h نشان داده می شود. فرمول محاسبه ضخامت تراشه به صورت زیر است:
h = (DOC )
که در آن DOC عمق برش بر حسب اینچ یا میلی متر است.
ضخامت براده یک پارامتر مهم در فرآیند ماشینکاری است زیرا بر MRR، عمر ابزار و پرداخت سطح تأثیر می گذارد. ضخامت براده بالاتر منجر به MRR بالاتری می شود، اما ممکن است به دلیل افزایش سایش ابزار و نیروهای برش بیشتر، عمر ابزار کوتاه تر شود. برعکس، ضخامت تراشه کمتر منجر به MRR کمتری میشود، اما ممکن است به دلیل کاهش سایش ابزار و نیروهای برش کمتر، عمر ابزار را بیشتر کند.
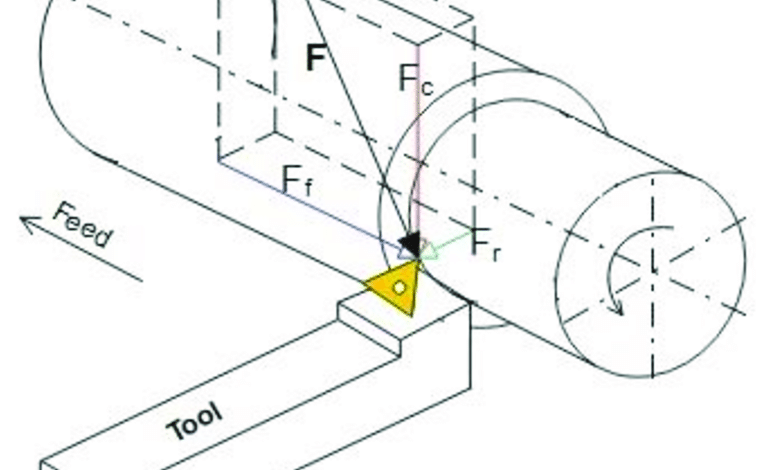
نیروهای برش (Fc، Ft):
نیروهای برش به نیروهایی اطلاق می شود که در طی فرآیند ماشینکاری بر ابزار برش وارد می شوند. آنها شامل نیروی برش (Fc) و نیروی رانش (Ft) هستند. فرمول محاسبه نیروهای برش به صورت زیر است:
Fc = k1 x W x v x h
Ft = k2 x W x v x a
که در آن k1 و k2 به ترتیب نیروی برش و ضرایب نیروی رانش هستند، W عرض برش بر حسب اینچ یا میلی متر، v سرعت بر حسب دور در دقیقه (rpm)، h ضخامت برش بر حسب اینچ یا میلی متر است، و a عمق برش بر حسب اینچ یا میلی متر است.
نیروهای برش پارامترهای حیاتی در فرآیند ماشینکاری هستند زیرا بر عمر ابزار، پرداخت سطح و راندمان برش تأثیر می گذارند. نیروهای برشی بالا به دلیل افزایش مصرف انرژی منجر به افزایش سایش ابزار، کاهش عمر ابزار و هزینه های برش بالاتر می شود. برعکس، نیروهای برش کم منجر به کاهش سایش ابزار، طول عمر بیشتر ابزار و هزینه های برش کمتر به دلیل کاهش مصرف انرژی می شود.
نتیجه
در نتیجه، انتخاب پارامترهای ماشینکاری مناسب در دستیابی به عملکرد بهینه در فرآیند ماشینکاری بسیار مهم است. فرمول های محاسبه نرخ پیشروی، سرعت برشی، عمق برش، زاویه ورود، ضخامت براده و نیروهای برش در انتخاب مقادیر مناسب برای این پارامترها ضروری هستند. انتخاب این پارامترها باید بر اساس عواملی مانند خواص مواد، هندسه ابزار و قابلیتهای ماشین باشد تا دقت، دقت و کارایی بالا در فرآیند ماشینکاری به دست آید. با درک اهمیت این پارامترها و روابط متقابل آنها، تولیدکنندگان می توانند فرآیندهای ماشینکاری خود را برای دستیابی به محصولات با کیفیت بالا با هزینه کمتر بهینه کنند.
برای اطلاعات بشتر با زیگ تولز در تماس باشید.